Ведущий электронный детектор
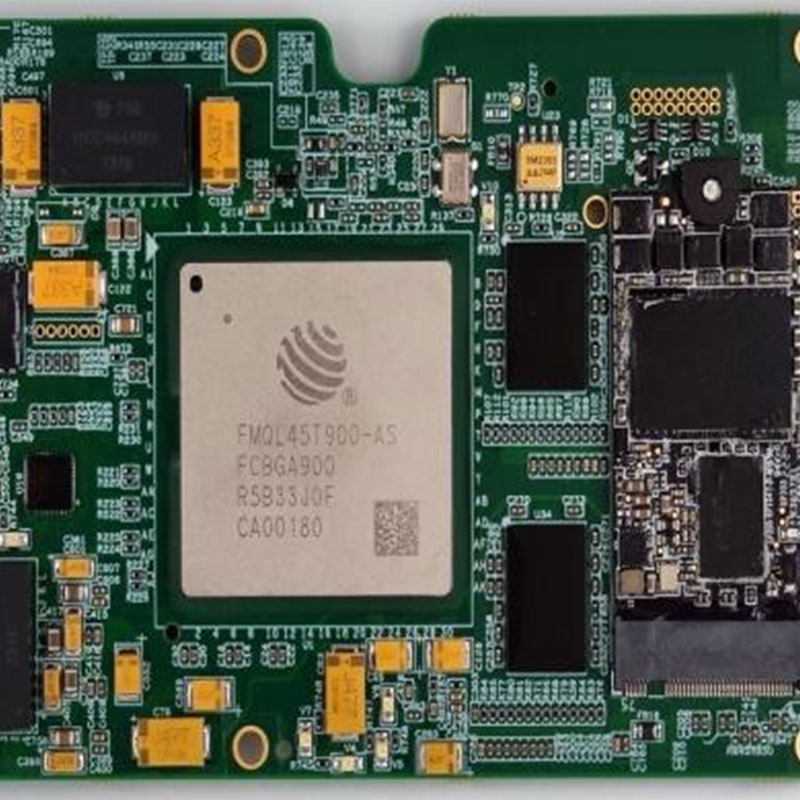
Когда слышишь 'ведущий электронный детектор', первое, что приходит в голову — это, наверное, какой-то сложный прибор для лабораторий или спецслужб. Но в реальности, особенно в промышленном сегменте, всё часто куда прозаичнее и одновременно сложнее. Многие, особенно те, кто только начинает работать с контролем качества или диагностикой, ошибочно полагают, что это просто 'продвинутый металлоискатель' или сканер. На деле же, если копнуть, ведущий электронный детектор — это чаще всего система, ядром которой является высокочувствительная электронная плата с набором специализированных датчиков, а не просто коробка с дисплеем. Именно на эту плату и её компоненты — микроконтроллеры, усилители, АЦП — стоит обращать внимание в первую очередь. Сам термин 'ведущий' здесь, кстати, тоже трактуют по-разному: кто-то имеет в виду детектор с ведущим на рынке процентом обнаружения, а кто-то — систему, которая 'ведёт' оператора к дефекту. Эта путаница иногда дорого обходится при закупке оборудования.
От термина к железу: из чего складывается система
Если отбросить маркетинг, то в основе любого серьёзного детектора лежит несколько ключевых модулей. Во-первых, это сенсорная решётка или отдельный датчик — индуктивный, ёмкостной, ультразвуковой, зависит от задачи. Мы, например, долго экспериментировали с комбинированными решениями для обнаружения неметаллических включений в полимерных изделиях. Стандартный индуктивный датчик тут не канает, нужна была прецизионная ёмкостная система. И вот тут начались сложности: внешние наводки, влияние влажности, температурный дрейф. Пришлось заказывать кастомные платы с компенсационными схемами. Кстати, о платах. Часто их проектируют и производят сторонние подрядчики, и тут кроется большой риск. Однажды столкнулся с ситуацией, когда партия детекторов выдавала ложные срабатывания. Разобрались — оказалось, производитель плат сэкономил на фильтрующих конденсаторах в цепи питания АЦП, поставил более дешёвые, с высоким ESR. Шум по питанию забивал слабый полезный сигнал. Пришлось перепаивать своими силами.
Во-вторых, блок обработки сигнала. Тут уже история про алгоритмы. Можно иметь отличную аппаратную часть, но если софт для цифровой фильтрации и выделения признака написан спустя рукава, вся чувствительность уйдёт в шум. Я помню, как мы пытались адаптировать открытые алгоритмы для FFT-анализа вибрации в подшипниках. Вроде бы всё по учебнику, а на реальной линии, с её вибрацией от другого оборудования, алгоритм захлёбывался. Пришлось вводить адаптивную пороговую логику, учить систему 'понимать' фоновый шум конкретного цеха. Это была не одна неделя возни с настройками. И это подводит к третьему пункту — интерфейсу и эргономике. Оператору на линии не нужны графики Фурье. Ему нужен чёткий сигнал: 'брак' или 'норма', и желательно с указанием сектора, если это, скажем, литьё. Поэтому ведущий электронный детектор — это всегда компромисс между мощностью 'начинки' и простотой выдачи результата.
И здесь стоит сделать отступление про поставщиков компонентов. Рынок переполнен предложениями, но найти стабильного партнёра, который не только продаст плату или датчик, но и предоставит полную документацию, включая схемы подключения и рекомендации по экранировке, — это удача. Мы, в своё время, нашли точку опоры в компании ООО Шицзячжуан Чжунчжичуансинь Технологии. Не буду говорить, что это панацея, но их профиль деятельности, который включает проектирование интегральных схем, разработку ПО и продажу силовых электронных компонентов, как раз закрывает многие смежные вопросы. Когда у тебя один поставщик отвечает и за 'железо', и за софтверную настройку, это сокращает время на отладку системы. Их сайт https://www.zzcxkj.ru стал для нас своего рода каталогом-справочником, особенно когда требовались специфические компоненты для электромеханической сборки. Их подход, судя по описанию, — это не просто торговля, а именно технический обмен и передача технологий, что в нашей области критически важно.
Полевые испытания: теория встречается с реальностью
Любой детектор должен доказывать свою состоятельность не в стерильной лаборатории, а в цеху. Вот тут и вылезают все 'детские болезни'. Один из самых ярких случаев у нас был связан с внедрением системы для контроля сварных швов на трубопроводах. Детектор был на основе вихретокового метода, в теории — отличная чувствительность к трещинам. Смонтировали, откалибровали на эталоне — всё прекрасно. Запустили на реальную трубу, покрытую слоем изоляции и грунтовки — сигнал стал нестабильным, 'прыгающим'. Оказалось, что переменная толщина неметаллического покрытия меняла добротность колебательного контура датчика, и фазовая характеристика сигнала уходила. Пришлось вносить корректировки в ПО, вводить дополнительный канал для предварительной оценки толщины покрытия (грубо, по тому же ёмкостному принципу) и затем компенсировать это в основном алгоритме. Это был тот самый момент, когда понимаешь, что ведущий электронный детектор — это не прибор, а адаптируемое решение.
Другой аспект — это ресурс. Датчики в промышленности работают в режиме 24/7, их бьют, на них капает масло, их обдувает пыль с конвейера. Мы как-то поставили очень чувствительные датчики с керамическими головками. Чувствительность — супер, но через месяц на линии резки пластика один датчик разлетелся от случайного удара заготовкой. Керамика хрупкая. Перешли на полимерно-композитные корпуса, чуть потеряли в точности на высоких частотах, но получили живучесть. Это всегда trade-off. Или история с температурой. Электроника греется. Если блок обработки стоит в закрытом шкафу рядом с печью, даже пассивного охлаждения может не хватить. Был случай с ложными срабатываниями после обеденного перерыва, когда цех прогревался. Думали на датчик, а виной оказался перегрев операционного усилителя на входной плате. Поставили маленький вентилятор с термореле — проблема ушла. Мелочь, а без неё система неработоспособна.
И конечно, калибровка. Многие думают, что откалибровал раз — и забыл. На самом деле, периодичность калибровки зависит от жёсткости условий. На ударных вибрационных стендах её приходится делать чуть ли не раз в неделю. Мы выработали свой ритуал: утренний 'прогон' на контрольном образце. Если показания уплывают больше чем на 5% — сразу ищем причину. Часто это не поломка, а, например, налипшая стружка на чувствительный элемент датчика или ослабление крепления. Операторов нужно постоянно тренировать на эту 'гигиену' оборудования. Без этого даже самый продвинутый детектор превращается в груду бесполезного железа.
Интеграция и будущее: куда всё движется
Сейчас уже мало кого устроит детектор как отдельно стоящий ящик с лампочкой. Тренд — это интеграция в общую систему управления производственной линией. Детектор должен не только обнаруживать брак, но и передавать данные в SCADA или MES-систему, формировать отчёты, а в идеале — давать команду на отбраковку или даже корректировку параметров предыдущей технологической операции. Вот здесь как раз востребованы компании с компетенциями в интеграции информационных систем, как у упомянутой ООО Шицзячжуан Чжунчжичуансинь Технологии. Просто поставить детектор — это полдела. Настроить двусторонний обмен данными по Modbus TCP или OPC UA с контроллером линии — это уже задача другого уровня, требующая понимания и сетевых протоколов, и технологического процесса.
Ещё одно направление — это миниатюризация и удешевление сенсорных узлов. Если раньше одна высокоточная система контроля могла стоить как небольшой станок, то сейчас есть запрос на распределённые сети более простых датчиков, данные с которых агрегируются и обрабатываются в едином мощном вычислительном узле. Это меняет архитектуру. Вместо одного ведущего электронного детектора мы получаем 'рой' сенсоров. Это повышает отказоустойчивость и позволяет контролировать объект по всей его геометрии, а не в одной точке. Но рождает новые проблемы: синхронизацию данных, их транспорт, повышенные требования к помехозащищённости шины связи.
Что касается методов, то, на мой взгляд, будущее за гибридными системами. Один тип датчика (индуктивный) хорошо видит металл, другой (ёмкостный) — диэлектрики, третий (оптический) — цвет или геометрию. Их комбинация, с грамотным слиянием данных (data fusion), даёт гораздо более полную картину. Но это опять же упирается в вычислительную мощность и, что важнее, в алгоритмы принятия решений. Тут без серьёзной разработки программного обеспечения не обойтись. И это уже область для глубокой кооперации между производителями 'железа' и софтверными компаниями. Опять же, глядя на спектр услуг ООО Шицзячжуан Чжунчжичуансинь Технологии, видно, что они охватывают оба этих направления — от механического оборудования до разработки ПО, что может быть хорошей базой для создания таких комплексных решений.
Ошибки, которых стоит избегать
Резюмируя свой опыт, хочу выделить несколько типичных ошибок, которые совершают при выборе и внедрении подобных систем. Первая — погоня за абстрактной 'высокой чувствительностью'. Всегда спрашивайте: 'Чувствительность к чему?' И каков допустимый уровень ложных срабатываний? Иногда лучше немного потерять в абсолютной чувствительности, но получить стабильный и повторяемый результат. Вторая ошибка — экономия на интерфейсе и эргономике. Если оператору неудобно, он найдёт способ обойти систему или будет игнорировать её предупреждения. Третье — игнорирование условий эксплуатации. Обязательно требуйте от поставщика полные environmental specs: рабочие температуры, влажность, виброустойчивость, степень защиты IP. И проверяйте это на своём объекте в тестовом режиме.
Ещё один момент — это недооценка стоимости владения. Цена прибора — это только начало. Заложите бюджет на периодическую калибровку, возможный ремонт, обучение персонала, обновление ПО. И здесь важно выбрать поставщика, который будет вас поддерживать на всём жизненном цикле, а не исчезнет после продажи. Наличие у компании, как у ООО Шицзячжуан Чжунчжичуансинь Технологии, таких направлений как техническое консультирование и технический обмен, говорит о потенциальной готовности к долгосрочному сопровождению.
И последнее — не бойтесь начинать с пилотного проекта. Не закупайте сразу десять детекторов на всю линию. Возьмите один, протестируйте его в реальных условиях несколько недель, со всеми перегрузками и нештатными ситуациями. Это выявит все скрытые проблемы и позволит адаптировать решение под ваши конкретные нужды до масштабирования. Только так можно найти по-настоящему эффективный ведущий электронный детектор для своей задачи, а не просто красивую коробку с наклейкой.
Вместо заключения: мысль вслух
Работа с детекторами — это постоянный процесс обучения. Оборудование стареет, технологии меняются, появляются новые материалы, которые нужно контролировать. Тот, кто считает, что купил систему и на этом всё закончилось, очень быстро отстанет. Нужно постоянно следить за рынком, за новыми методами, общаться с коллегами, с такими же инженерами на других производствах. Иногда решение твоей проблемы уже найдено кем-то в смежной отрасли. И здесь как раз ценны компании, которые работают на стыке технологий и могут быть проводниками этих решений. В конечном счёте, ведущий электронный детектор — это не конкретная модель из каталога. Это инструмент, который ты собрал, настроил и приручил под свои нужды. И его эффективность — это всегда отражение твоего собственного опыта и понимания процесса, который ты контролируешь.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 M28S5C25X
M28S5C25X -
 Встроенная изоляция, циркулятор и фильтр низких частот
Встроенная изоляция, циркулятор и фильтр низких частот -
 Компоненты микрополоскового вентиля и циркулятора
Компоненты микрополоскового вентиля и циркулятора -
 Интегральный широкополосный усилитель HE380
Интегральный широкополосный усилитель HE380 -
 M5S5C1R
M5S5C1R -
 Электронный трансформатор и индуктор
Электронный трансформатор и индуктор -
 Модуль возбуждения
Модуль возбуждения -
 HEM388D-2
HEM388D-2 -
 Усилитель мощности — L-диапазон ZPA1200M1400-550
Усилитель мощности — L-диапазон ZPA1200M1400-550 -
 Передняя часть передачи радиочастот с фазированной антенной решеткой Ка-диапазона
Передняя часть передачи радиочастот с фазированной антенной решеткой Ка-диапазона -
 Система на кристалле (SoC) Loongson 2P0300
Система на кристалле (SoC) Loongson 2P0300 -
 Усилитель мощности ZPA960M1250-1000/1500
Усилитель мощности ZPA960M1250-1000/1500
Связанный поиск
Связанный поиск- Ведущий цифровая микросхема производитель
- Электронный фазовращатель поставщик
- Электронный умножитель частоты поставщики
- Китай модуль питания dc-dc поставщики
- Ведущий элементная база интегральные схемы производители
- Центральный процессор компьютера поставщики
- Электронные делители мощности производитель
- Ведущий аналого-цифровой преобразователь
- Статор электродвигателя поставщики
- Электронные микроконтроллеры производитель



